寸法公差について

あらゆる製造業において、設計図面が存在する限り必ず発生するのが、仕上がりとの差異、すなわち『公差』です。非常に高い精度が要求される金属加工などの分野もあれば、我々が生業とする発泡体加工のように比較的大きな公差範囲を持つ分野まで、程度の管理もさまざまです。ここでは、発泡体加工における公差がどのような場面でどの程度生じるのかについてご紹介します。
発泡体加工の寸法誤差はどこで生じるか
板状の発泡体を、緩衝材の形状へと加工してゆく中で、寸法上誤差が発生する工程は大きく三つに分けられます。①切る(カット)、②抜く(プレス)、③貼る(熱融着)の3種類の工程です。
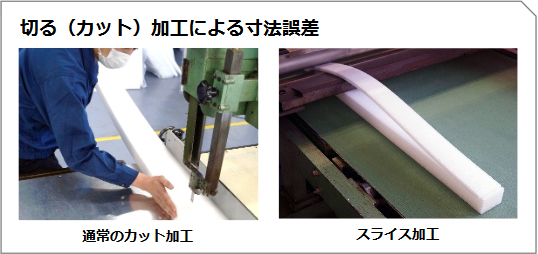
カット加工における寸法誤差は主に、刃物の入り方の微妙なズレや、押さえ込まれた力による発泡体の歪み具合によって生じます。また、発泡体自体の微妙な厚みの違いや、表面の凹凸が原因となることもあります。大きな差異は稀※で、プレスや熱貼りと比較すると相対的には小さなものとなります。
※カット後の部材自体が大きい(例えば1,000mmを超えるようなサイズであるような)場合には、相対的により大きな公差範囲が設定される場合もあります。
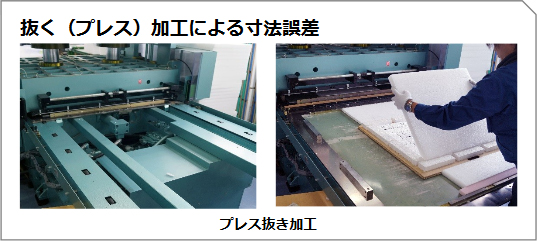
プレス加工による寸法誤差は、プレスマシンから発泡体に加わる荷重によって生じます。荷重によって発泡体はわずかばかり水平方向に膨張※し、また元に戻ろうと収縮しますが、戻りきれなかった分が誤差として残ります。発泡体の種類や硬さなどにもよりますが、数%の変形が生じると言われています。
※また、水平方向にただ伸びるだけでなく、餅のように湾曲して膨らむことによって生じる独特のカットラインを、俗に「タイコ現象(→紹介ページ)」と呼び、単なる伸びとは区別されます。
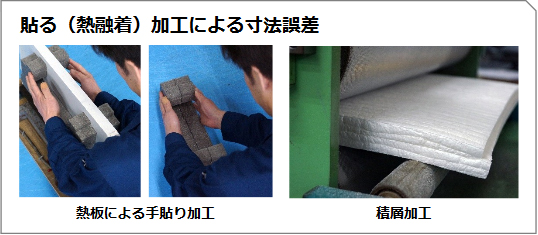
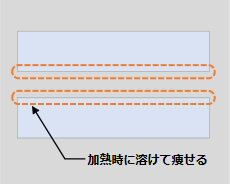
熱融着加工による寸法誤差は、主に熱板や温風による加熱時に、発泡体が溶けることによって生じます。熟練の作業者により、出来るだけ均一に加熱し、圧着する工程を経ていても、一定の誤差やムラが生じてしまうのが事実です。また、熱融着加工における寸法誤差は、カット加工によるものよりもやや大きめに設定されています。
